
Chyba formátu e-mailu
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Forma pro lití (studená komora)
Forma pro lití (studená komora)
1. Z jakých částí jsou matrice složeny?
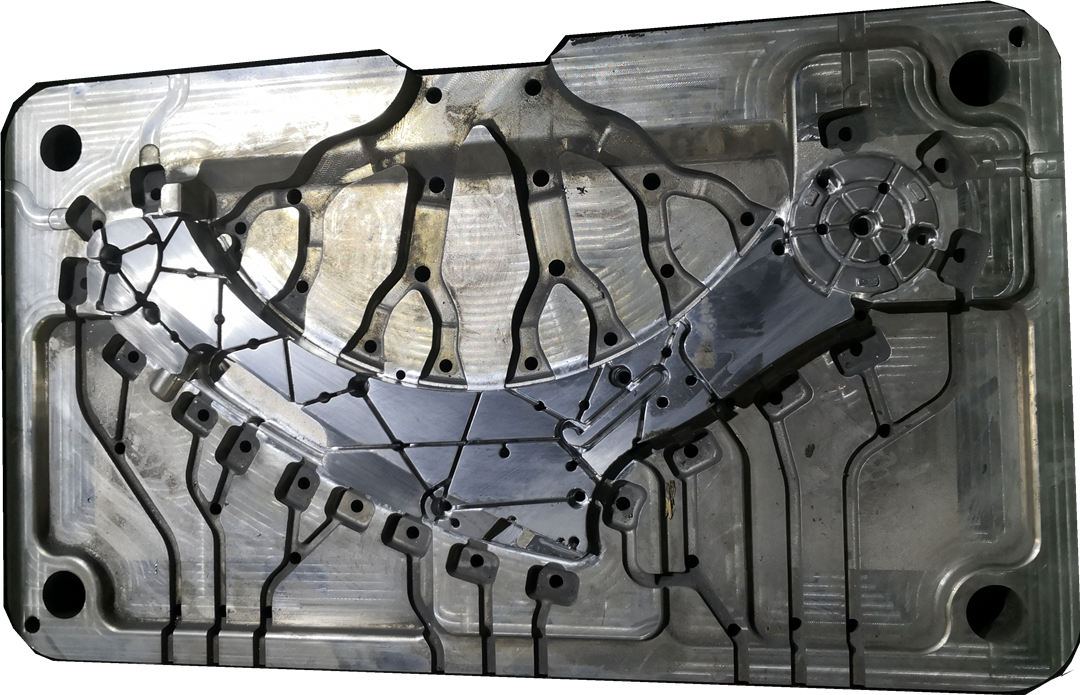
Odpověď: Struktura die-t-lisové formy lze rozdělit do následujících částí podle jeho funkcí: (Obrázek níže)
(1) Formování části (pohybující se jádro, vložení, jádro atd.)
(2) Část mFrame (pohyblivá plísní dlaha, AB talíř, držák a noha)
(3) Systém obtoku (nalití obalů, diverzní kužel, příčný lisový kanál a vstupní odvětrávání)
(4) Systém přepadového výboje (přepadová nádrž, parní výfuková nádrž)
(5) Mechanismus Top Out (COARTAPANE, Plate pro upevnění protiopatření, nahoře z talíře, resetovací tyč)
(6) Průvodce částí (vodicí sloupec, vodicí rukáv, střední sloupec, středový průvodce)
(7) Mechanismus extrakce jádra (posuvník extrakce jádra, nakloněný vodicí sloupec, kompaktní blok, pružina atd.)
(8) Jiné (chladicí systém, vytápěcí systém, zesílení sloupce atd.)
2. jaký materiál je způsoben formou lité?
Odpověď: Naše lisová forma je vyrobena hlavně z následujících ocelových výrobků:
(1) H13 (ocel odolná proti teplu) jako přední a zadní jádro zemřelé jádro, čerpací jádro, nalivý kryt, diverzní kužel atd.)
(2) 45 # ocel (jako a, b, posuvník, nakloněný vodicí sloupec atd.)
(3) T8, T10 (vodicí sloupec, vodicí pouzdro, zvednutí, resetovací tyč atd.)
(4) A3 ocel (přední a zadní a zadní formy, podnos, deska s kolíky, noha atd.)
3. jaká je tvrdost tepelného zpracování jádra smrtícího likna? Jaké jsou důsledky příliš měkké a příliš tvrdé?
Odpověď: Maximální tvrdost tepelného zpracování jádra je: HRC45 ~ 48. Léčba je příliš měkká (nižší než HRC43), jádro die se snadno kolapsu, deformace a lepidlo; Pokud je léčba příliš tvrdá (vyšší než HRC50), jádro die se snadno roztrhne a některé části dosáhnou HRC58-60 po nitridu (např. G., lití, vložení atd.).
4. Jaké jsou faktory uvažovány ve formě lití při výběru stroje na odlitky?
Odpověď: (1) Instalace umírání (tj., Zda může být tento stroj na lití nainstalován s touto formou, souvisí s vzdáleností vnitřní tyče a polohou sloupce Corolin);
(2) množství lití kovové kapaliny (zda je dostatečná kapacita lisování tiskové komory);
(3) formovací síla (když je upraven přiměřený specifický tlak, formovací síla je dostatečná k uzamčení formy);
(4) tlak specifický pro tlak (zajištění kvality odlévacích částí);
(5) Otevřete výlet do režimu (může produkt odstranit).