
Chyba formátu e-mailu
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Několik bodů, které je třeba poznamenat pro použití obsazení
3). Příprava maziva
A. Full Loss System Oil 85% -90% + grafit 10% -15%;
B.Heavy olej: 100%;
c.Paraffin 30% + žlutý vosk 30% + vazelínový olej 14% + grafit 26%;
D.graphite 25% + glycerin 20% + voda 5% + voda 50%;
4). Záležitosti, které by měly být zaznamenány při použití maziva
A.Lubrikant lze použít na typové dutině a pohyblivé povrch části;
B.Lalubrikační množství spreje by mělo být pokaždé menší a aby bylo jednotné, je nejlepší vytvořit film na povrchu typu po postřiku.
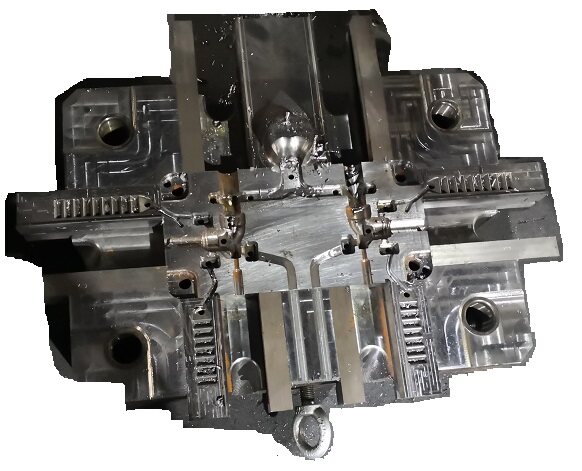
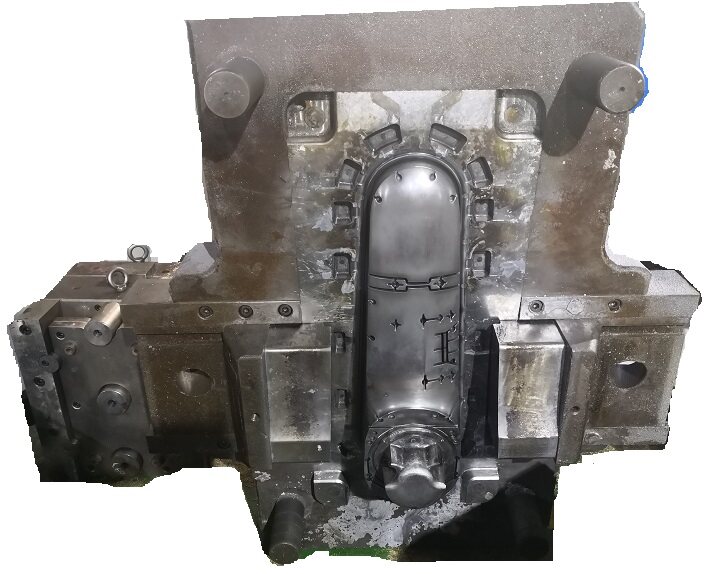
V. Obsah nastavení formy s odléváním
Po dokončení plísně odlití je nutné upravit správné podmínky lití a parametry procesu pro dosažení stabilního odlitku a vytvoření kvalifikovaných odlitků.
Před umírajícím testem musí personál testu promítat suroviny z slitiny na odlitky, aby porozuměl charakteristikám struktury, výkonu, podmínek, podmínek, procesu a metod provozu.
Správný výběr podmínek formování odcizení je klíčem k úpravě pokusů. S takovými problémy se často setkávají, i když je návrh a výroba formy velmi správný, ale vzhledem k nesprávnému výběru podmínek odcizení a formování nemůže to samé stisknout kvalifikované obsazení. Naopak, v některých případech mohou být podmínky odlévání upraveny tak, aby překonali nedostatky formy a vytlačily kvalifikované obsazení. Proto musí být testovací personál Die obeznámen s rolí a vzájemným vztahem podmínek lití, aktivním principem formy, aby se správně vybral a přiměřeně upravil podmínky odlévání.
Obsah podmínek formování rozmnožování patří: teplota tání materiálu, teplota rozmnožování a teplota taveniny, vstřikovací tlak, síla uzamykací síly, síla otevírání, poměr kompresního výstřelu a rychlost prasknutí vyžadovanou podle stavu výrobních dílů. Nakonec by se odlévací výrobky měly opravit před získáním perfektních licích dílů.
Slitina mědi-zinc 850-960
Princip výběru teploty u slitiny odcizení:
1) Čím nižší teplota nalitého kovu, tím delší je životnost matrice;
2) Pouze s odlitkem s nízkou teplotou je možné snížit hloubku výfukové nádrže a snížit nebezpečí stříkací kovové kapaliny;
3) s nízkou teplotou likcí může snížit utahovací příležitost lisovací komory a horní tyče;
4) Nízkoteplotní zkosení může snížit produkci otvorů a trhlin v odlitku.
Stručně řečeno, když podmínky procesu umožňují, teplota slitiny lití nebo vyberte nízkou teplotu, aby se odlévala.
3, pracovní teplota formy funguje
Pracovní teplota plísní lití se liší podle její slitiny lití. Následuje doporučené hodnoty několika forem slitin pro výběr:
Název formy Pracovní teplota / ℃
Forma zinkové slitiny 150-180
Forma z hliníkové slitiny 180-225
Forma slitiny hořčíku 200-250
Měď zinkové slitiny 300
Princip pracovní teploty odlitku matrice:
1) teplota formy je příliš nízká, vnitřní struktura odlitku je volná, vypouštění vzduchu je obtížné vytvořit;
2) Teplota formy je příliš vysoká, vnitřní struktura odlitku je hustá, ale odlévání se snadno „svařte“ připojené k dutině formy, lepivé formy
Není snadné vybití odlitku a vysoká teplota rozšíří samotnou formu a ovlivní přesnost velikosti odlitku.
3) Teplota formy by měla být vybrána ve vhodném rozsahu, obecně po příslušném testu je přiměřená kontrola konstantní teploty.
4, mazání formy
1). Účel mazání
Mazání působí jako separační činidlo pro odtahování a odcizení; Jako aktivní část lisování a lisování snižuje tření, zlepšuje životnost životnosti odcizení a zmenšuje životnost matrice v důsledku tepelné únavy pro dlouhý provoz.
2). Požadavky na mazivo
Výběr maziv musí splňovat následující požadavky:
A. Odlévání matrice nemůže dodržovat typové dutiny;
B. Ocelový materiál, který nemůže korodovat povrch typu formy;
C. Unneday pro výrobu toxických plynů;
D.Do nevytvářejte popel při vytápění;
E. Po mazání musí být rovnoměrně připojeno k dutině typu a pracovní plochy, aniž by bylo odplaveno vysokotlakým kovem.