
Chyba formátu e-mailu
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


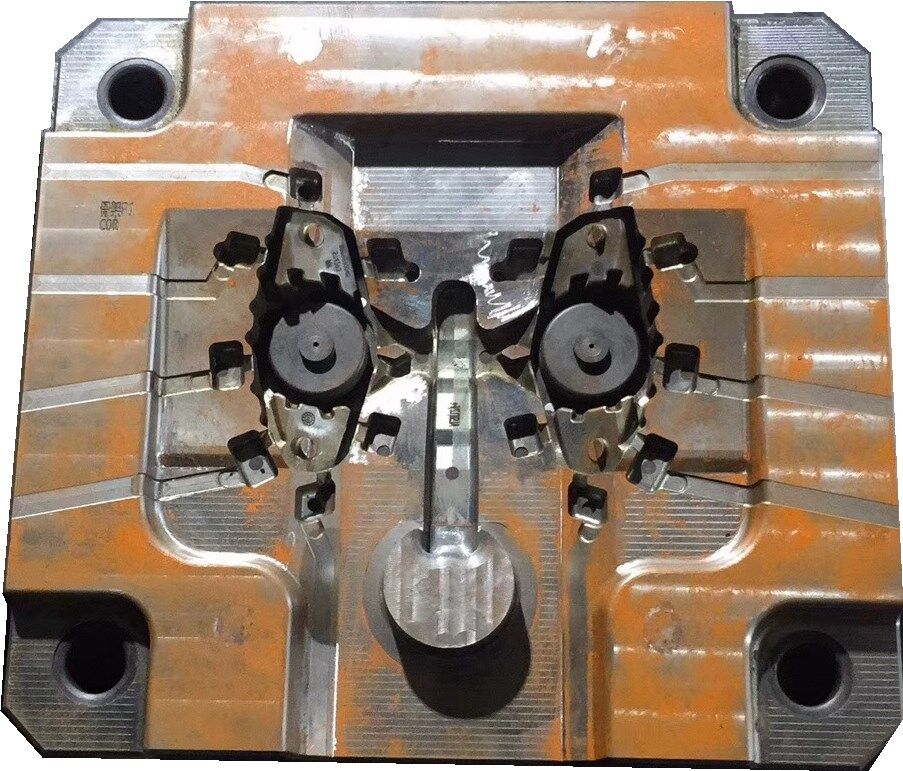
Znáte klíčové body používání formy lití?
Mazání působí jako klasifikační činidlo pro odlévání a odlitky smrti, aby se usnadnilo výtok; Jako mazivo pro aktivní část licího a lisování, snižuje tření, zlepšuje životnost lití; a také jako chladicí kapalina pro lití a zvyšuje životnost matrice v důsledku tepelné únavy dlouhodobého provozu.
2. požadavky na mazivo
Výběr maziva musí splňovat následující požadavky:
(1) Nelze přilnujte odlitky na typovou dutinu;
(2) ocelový materiál, který nemůže korodovat povrch typu formy;
(3) nemohou produkovat toxické plyny;
(4) při zahřívání nelze vyrobit popel a strusku;
(5) Po mazání by měla být rovnoměrně připojena k dutině typu a pracovní plochy, aniž by byl odplaven vysokotlakým kovem.
3. příprava maziva

(1) plná ztráta systémového oleje 85% -90% + grafit 10% -15%;
(2) těžký olej je 100%;
(3) parafin u 30% + žluté voskování 30% + vaseline olej 14% + grafit 26%;
(4) Grafit 25% + Glycerin 20% + Vodní sklo 5% + voda 50%.
4. záležitosti, které je třeba poznamenat při použití maziva
(1) mazivo lze použít na typové dutině a pohyblivou část dílu;
(2) Objem spreje mazacího mazadla je pokaždé menší a po stříkání je nejlepší vytvořit film na povrchu typu.
5. Nastavení obsahu formy s odléváním
Po dokončení litisové plísně by měla být upravena testem formy. Vyberte správné podmínky lití a parametrů procesu pro dosažení stabilního odlitku a vytvoření kvalifikovaných odlitků.
Před testem zemřete, personál pro testování Die zkontroluje suroviny z slitiny používané pro odlitky předem, aby pochopili charakteristiky a charakteristiky struktury, výkonu, podmínek, procesu lití a metod provozu.
Správný výběr podmínek formování odcizení je klíčem k nastavení testu. S takovými problémy se často setkávají, i když je návrh a výroba formy velmi správný, ale vzhledem k nesprávnému výběru podmínek odcizení a formování nemůže to samé stisknout kvalifikované obsazení. Naopak, v některých případech lze překonat nevýhody formy a kvalifikované obsazení se vytlačí. Proto musí být tester plísní obeznámen s rolí a vzájemným vztahem podmínek odcizení a formování a aktivním principem formy, aby se správně vybral a přiměřeně upravil podmínky odcizení a formování.
Obsah podmínek formování lití matrice zahrnuje: teplota tání materiálu, teplota roztavení a teplota taveniny, vstřikovací tlak, síla uzamykací síla, síla otevírání a stanovení poměru prasknutí tlaku a rychlost tlaku v závislosti na základě stavu částí. Nakonec by se odlévací výrobky měly opravit před získáním perfektního lití.
3. Teplota provozu formy
Pracovní teplota matrice se liší podle slitiny lití. Následuje doporučené hodnoty několika forem slitin pro výběr:
Název formy: Pracovní teplota / ℃
(1) forma zinkové slitiny: 150-180 ℃;
(2) plísně z hliníkové slitiny: 180-225 ℃;
(3) plíseň z hořčíku: 200-250 ℃;
(4) Plíseň slitiny mědi/zinku: 300 ℃.
Výběr principu pracovní teploty formy odcizující plísně:
1. Teplota formy je příliš nízká, vnitřní struktura odlitku je uvolněná a vypouštění vzduchu je obtížné, což je obtížné vytvořit;
2. teplota formy je příliš vysoká, vnitřní struktura odlitku je hustá, ale odlitím se snadno „svařte“ připevněný k dutině formy, lepivé plísně, není snadné vyložit obsazení současně, Příliš vysoká teplota způsobí, že se forma rozšíří, což ovlivňuje přesnost velikosti odlitku;
3.. Teplota formy by měla být vybrána ve vhodném rozsahu. Obecně je po příslušném testu dobrá kontrola konstantní teploty.
4. mazání plísní
1. účel mazání